




Технологии, способные изменить ТЭК, обсудили в ходе экспертной сессии, организованной Российским энергетическим агентством Минэнерго России и Ассоциацией «Глобальная энергия» при поддержке Фонда Росконгресс.


![]()

Вы здесьПовышение уровня защиты металла во всепогодных шкафах ШТВ путём холодного цинкования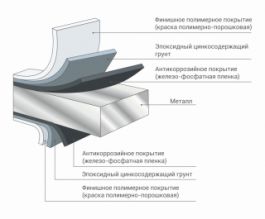 Самый страшный враг для уличного всепогодного шкафа – факторы окружающей среды (солнечная радиация, осадки в виде дождя и снега, подтопление поверхности установки, повышенная запылённость и загрязнения воздуха), а также применяемые антиобледенительные реагенты. Таким образом, в уличном шкафу важен не только уровень IP, микроклимат внутри шкафа, но и стойкость самого металла к погодным условиям, коррозии и старению. Ведь всепогодный шкаф так или иначе становится частью городского пейзажа, в котором он установлен, и должен в различных климатических условиях годами не превращаться в ржавый ящик, а сохранять привлекательный внешний вид. И поскольку наша компания поставила перед собой цель стать экспертом в области производства уличных всепогодных решений, мы постоянно экспериментируем и испытываем в своей лаборатории различные технологии производства, образцы металла и способы его защиты. Раньше покрытие всех наших изделий было таким:
С начала 2020 года для увеличения стойкости поверхности металлических изделий, подвергающихся атмосферным воздействиям в различных климатических условиях, мы разработали следующий технологический процесс. 1. Подготовка поверхности перед окрашиванием Она включает в себя: 1.1. Обезжиривание + фосфатирование – это химический способ подготовки поверхности перед окрашиванием. Обезжиривание необходимо, чтобы удалить с поверхности металла всевозможные масла, грязь, окислы металла и графит. Фосфатирование необходимо для создания промежуточного слоя между покрытием и металлом. Данный слой дополнительно защищает поверхность металла от коррозии. Суть процесса фосфатирования состоит в создании на поверхности защищаемого изделия слоя малорастворимых фосфатов железа. Также слой фосфата железа обеспечивает прочное сцепление с органическими покрытиями и улучшает коррозионную устойчивость. 1.2. Промывка первичная и промывка вторичная. Промывка первичная из ёмкости моющей установки холодной водой методом распыления под давлением. Грубая промывка для удаления остатков реактива, применяемого для фосфатирования (он имеет кислую реакцию). Промывка вторичная из ёмкости моющей установки холодной водой методом распыления под давлением. Окончательная смывка фосфатов железа. 1.3. Промывка поверхностей изделия водопроводной водой методом распыления – финишная чистовая помывка изделия. 1.4. Сушка изделия после фосфатирования. Происходит в сушильной печи при температуре 120 °С. 2. Покрытие цинкосодержащим грунтом Служит для повышения антикоррозионной защиты поверхности изделия. Применяется эпоксидный цинкосодержащий грунт с содержанием Zn до 20%. Обеспечивает высокую коррозионную стойкость изделий в жёстких условиях эксплуатации. Если в системе покрытий есть проникающее повреждение, то на этом месте может возникнуть местная коррозия, однако это не окажет какого-либо влияния на адгезию покрытия в примыкающей поверхности, т. е. грунт ограничивает область распространения коррозии. Наносится данный грунт в камере путём напыления порошка на изделие электростатическим методом. После нанесения порошковой краски изделие направляется на стадию формирования покрытия с электроосаждённым грунтом. Она включает оплавление слоя грунта, последующее образование плёнки покрытия, его отвержение и охлаждение. Оплавление и полимеризация происходят в специальной печи. 3. Нанесение финишного покрытия – полимерного порошка требуемого цвета, блеска, структуры Применяется полиэфирная порошковая краска, которая наносится электростатическим методом в камере напыления на уже подготовленное загрунтованное изделие. После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя финишного полимерного покрытия и последующее образование плёнки, его отвержение и охлаждение. Оплавление и полимеризация происходят в специальной печи.
Нами проведены испытания различных типов образцов полимерных покрытий по ГОСТ 9.401 «Единая система защиты от коррозии и старения (ЕСЗКС). Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов.» Согласно требованиям ГОСТ 9.401 (п. 1.14 «…величина распространения коррозии от надреза (Wd) не более 2 мм») все образцы прошли предварительные испытания по методу Б. Наилучшие результаты показали образцы под грунтом эпоксидным цинкосодержащим как по стойкости ЛКП к коррозии, так и по отсутствию снижения адгезии прилегающего слоя.
Новая технология защиты металла в уличных всепогодных шкафах ЦМО применяется как в пустых навесных и напольных оболочках серии ШТВ, так и при изготовлении готовых уличных решений различной комплектации. Компания: |
Поиск по сайтуКонтакты115193, Россия, г. Москва, ул. 7-я Кожуховская, д. 15, стр. 1
(495) 363-93-33
Контекстная рекламаОМП воздушных ЛЭП
Передовые решения для мониторинга ЛЭП 6-35 кВ. Определение места и типа КЗ, дистанционная передача данных. Работа в условиях Крайнего Севера. Возможность тестирования до 12 месяцев.
erid: 2VfnxwytZgt
Реклама. ООО "ДС-ИНЖИНИРИНГ". ИНН 7813413840
АО «Тульский завод трансформаторов»
Завод производит тороидальные тр-ры до 7 кВА, дроссели, однофазные и трехфазные трансформаторы мощностью от 5 до 100кВА.
Шинопровод нового поколения СОЭМИ
Энергоэффективный шинопровод до 7500 А, соответствующий мировым стандартам качества.
Быстрый монтаж кабельных трасс
Кабельные лотки, комплектные фасонные изделия и аксессуары для легкого монтажа трасс различной конфигурации https://km1.ru/catalog/lotok_plus/ Качество и Свет - более 100 000 товаров
Официальный представитель ведущих Российских и мировых производителей и поставщиков. Оптом и в розницу.
Свежий номерРассылкаПодпишитесь на нашу бесплатную рассылку! Новости выставокТехнологии, способные изменить ТЭК, обсудили в ходе экспертной сессии, организованной Российским энергетическим агентством Минэнерго России и Ассоциацией «Глобальная энергия» при поддержке Фонда Росконгресс. 10 сентября в Симферополе в рамках «Крым Урбан Форума» объявят победителей «Крым Урбан Премии». Международный строительный форум и выставка 100+ TechnoBuild пройдет в Екатеринбурге в 13 раз. Мероприятие предусматривает выставочную часть и крупнейшую среди отраслевых форумов деловую программу. Отечественное энергомашиностроение и импортозаме На форуме «Микроэлектроника 2026» будут обсуждаться как научные и технологические, так и экономические и организационные аспекты развития в нашей стране квантовых коммуникаций. Эта тематика является одной из основных на секции №11 «Квантовые технологии» 12-ой научной конференции «ЭКБ и микроэлектронные модули». |
|
© «Рынок Электротехники», журнал-справочник, 2005 - 2026 127018, г. Москва, ул. Полковая, д. 3, стр. 6, оф. 305 Тел.: (495) 540-52 76 e-mail: reklama@marketelectro.ru За содержание новостей, объявлений и комментариев, размещенных пользователями сайта, редакция журнала ответственности не несет. Вся информация носит справочный характер и не является публичной оффертой. Пользовательское соглашение Новости литературы |
|